
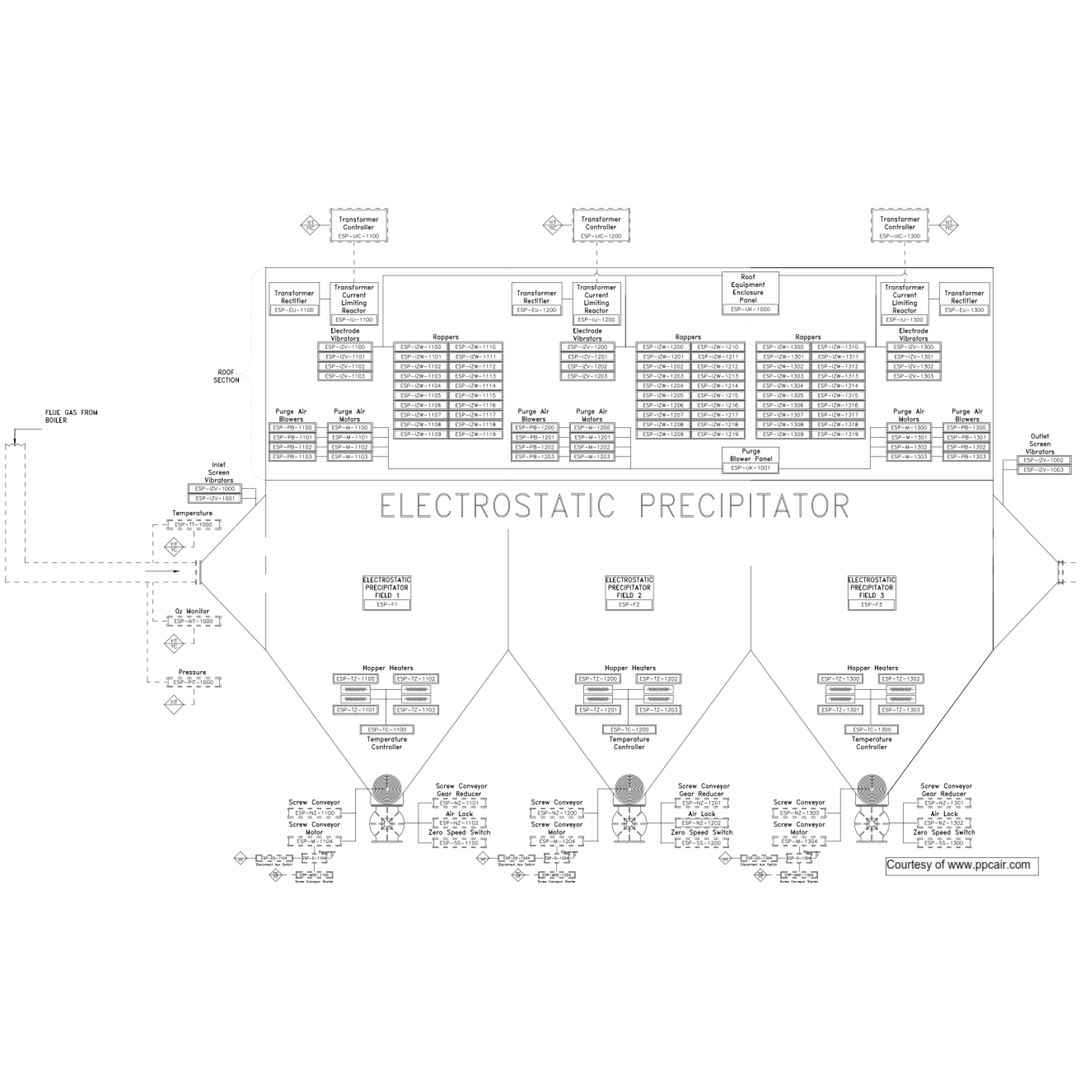
Electrostatic Precipitation (ESP) Design
PRECIPITATOR MAINTENANCE
Design Considerations
Inlet Ducts and Nozzles
Inlet ducts and nozzles should be designed with air flow dynamics and particle fallout or sticking in mind. The duct work leading to the precipitator has to have sufficient velocity to keep the particles from falling out of suspension and accumulating on the bottom of the duct. When enough particles collect on surfaces it acts as insulation that can allow the surface of the metal to cool and condense water that can cause corrosion of the duct. When the velocity is too high the particles can wear away the duct at bend locations. Bends or turns in the ductwork can create unbalanced flow in that ductwork and upon entering the precipitator result in more flow in certain areas than others. Turning vanes should be used to reduce or eliminate non-uniform flow. The inlet nozzle itself should incorporate flow distribution devices or screens to equalize non-uniform flow and spread the gas stream across the cross sectional area of the precipitator. The increase in cross sectional area of the inlet nozzle compared to the inlet duct work will reduce the velocity of the gases dramatically allowing the larger suspended particles to fall out therefore, the inlet nozzle must be designed in a way that facilitates the removal of these particles.
Outlet Ducts and Nozzles
Many of the same design considerations for inlet ducts and nozzles apply to the outlet ducts and nozzles but in reverse order. Flow distribution devices in the outlet nozzle are often utilized to create uniformity of flow as the gases enter the outlet duct or stack. The outlet duct or stack is designed at velocities to eliminate corrosion or particle fallout. Regardless of whether the outlet nozzle is connected to a duct or stack if testing is to be performed then uniformity of flow is desired. Care should be taken, meaning turning vanes and flow uniformity devices should be utilized. In the case of stacks, velocity is vitally important because of rain and the fact that stacks are often not insulated. Two potential problems immediately come to mind if the velocity of the stack is insufficient. The first is that rain will be able to enter the stack and the velocity head of the flue gas will push that rain to the outer edges of the gas stream which would be the inside diameter of the stack. Most stacks on dry precipitators are constructed of carbon steel and the repetitive wetting of the stack will accelerate corrosion (rust). The second is that eddy currents can form along the side walls cooling the stack material that allows condensation to form with the same result.
Dry Electrostatic Precipitator ESP Inspection Checklist
Outer Roof Inspections
- Check vibrator shafts for wear, breaking and external contacting
- Check vibrator shaft seals
- Inspect man way doors, gaskets & “never seize” on bolts
- Inspect for evidence of corrosion around rapper assemblies
- Inspect insulators for tracking, cracks etc
- Inspect vibrator insulators heads for breakage of bonding.
Inner Roof Inspections
- Verify clearances between electrode rack, electrodes and collection plates at roof level
- Inspect rapper shafts for breaking & cracking
- Inspect header plates for breaking & cracking
- Inspect header plates for clearance above wall clips
- Check for corrosion in walls or hot roof and around roof seal
- Inspect insulator shrouds for corrosion
- Inspect vibrator insulator bolts
- Inspect vibrator insulators for breaking & cracking
- Inspect insulation retainer clips around header plate shafts.
Outer Hopper Inspections
- Inspect man way doors & gaskets
- Inspect out shell for signs of leaks
- Rotary air lock operation and abnormalities
- Rotary air lock chain tensioner
- Screw conveyor belt tensioner
- Screw conveyor guard condition
- Screw conveyor packing glands
- Screw conveyor operation and abnormalities
Inner Hopper Inspections
- Verify electrodes are in the lower rack
- Look for holes in hopper walls
- Check anti-sway insulators/replace if necessary if they have any in stock
- Check for possible ash build up around corner areas
- Check for possible ash build up around rotary airlock inlet / screw conveyor discharge
- Verify clearances between lower electrode rack, electrodes and collection plates from the hopper plate wall
- Inspect the collection plate adjusting studs
- Inspect the lower collection plate spacer bolt tacks
Electrical Inspections
- Check and verify sonic horns are working properly
- Check and verify that rappers are sequencing & firing properly
- Check and verify vibrators are working properly
- Ohm out rapper coils and verify 1.2-2.6 average resistance
- Ohm out hopper heaters
- Check amps on the hopper heaters
- Check all fuses
- Check all vibrator diodes (diode test)
- Tighten connections in T/R controller cabinets
- Check calibration of GVC’s
- Final dead air test
- Record and Zero Alarm Counts
Precipitator Maintenance
The most important maintenance item in any precipitator are the insulators for if they fail then that field will cease to function. Many manufacturers utilize a purge air or heated air system to clean the insulators as clean as possible. Other areas of maintenance can include conveyors, ash removal systems and rotary seals.
PPC has completed over 500 successful air pollution & particulate control projects, and with over 40 years of experience PPC has been a stable force in the field of electrostatic precipitation.
Have questions about Electrostatic Precipitation (ESP) - Dry ESP?
Ask a PPC Industries Expert